There are many benefits to using PUR Adhesives which we will indicate below. We will give you a deep dive of the benefits, what PUR adhesives are, why you should use them, the adhesion, the advantages of PUR ambient range and flexibility, the advantages of PUR adhesive extrusion systems, and the disadvantages of extrusion/nozzle systems. For more information or if you’re still confused please feel free to Contact Us today!
PUR adhesives have excellent page pulls and flex values
It bonds to coated and cross-grained stock
Exceptional aging stability
Impervious to print ink oil migration
High cold and heat resistance
Excellent lay-flat performance
No limitation to book thickness
Very thin application required 10-12mls vs. 25-30 mil per EVA
We’ll Explain What A PUR Adhesive Is?
Polyurethane reactive is what it stands for
PUR adhesives must be heated to become free flowing, like a conventional hotmelt
The initial bond is formed as it cools and solidifies, like a conventional hotmelt
Unlike conventional hotmelts, PUR has reactive components (Isocynate groups) which cure in the presence of humidity to form a strong elastomeric film.
To learn more about PUR and what applications it’s best used for, click PUR APPLICATIONS
You May Ask, Why Our PUR?
Our PUR works well with recycled papers which have shorter fibers which are difficult to bond
The amount of paper fibers are being reduced
Multiple coatings to build paper thickness and improve print graphics
Residual print oils can attack traditional binding adhesives
Peace of mind for the trade binder
A Few Adhesion Outcomes:
First of all, it will bond to glossy, coated papers and some films
Extremely high page pull values – paper failure
Extremely high flex test values 1,000+ flexes
A Few Advantages of PUR Ambient Range and Flexibility Include:
PUR adhesives have a typical heat resistance of 350F peel failure versus 165-200F for quality EVA
Typical cold crack measured at -20F versus 30F for quality EVA
Excellent flexibility/layflat characteristics
Comparable to true Otabind if applied properly
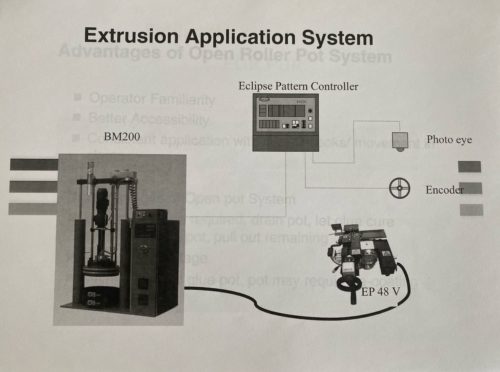
A Few Advantages of PUR Extrusion System Include:
Easier clean up, wipe grease on slot, close slot at end of shift
Less glue spoilage
Precise glue cutoff, less glue buildup on three-knife blades
A Few Disadvantages Of Extrusion/Nozzle Systems Include:
Hot Melt Not Running Properly? Below Are The 3 Best Practices For Hot Melt Adhesives
During your day to day operations it is your priority to make sure your hot melt adhesive is running smoothly and efficiently in the plant to yield maximum production. When doing so you will need to inspect your hot melt operation. There are some instances that contribute to inefficient hot melt usage. One of these is using too much hot melt which causes two main problems, one being an added cost to your company, and two it can clog nozzles.
How To Run Hot Melt Properly
Below are the 3 best practices to ensure your hot melt adhesive applications are running as efficient as possible.
Follow these 3 tips to ensure your hot melt performs optimally:
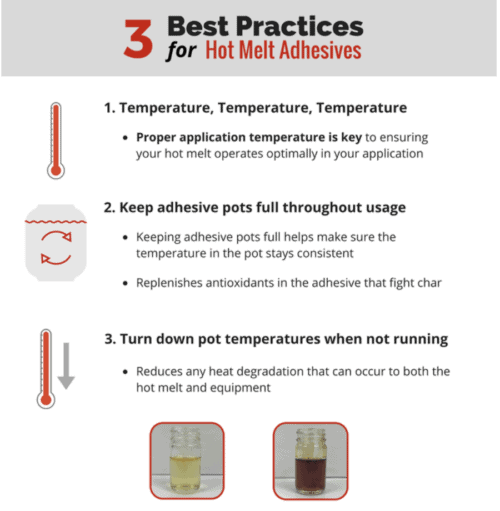
1. Apply adhesive at the proper temperature: Temperature is an extremely important variable for the success of your hot melt application. If the adhesive is too hot, it will take longer to bond and may result in what is best described as “chewing gum failure”. If the adhesive temperature is too cool, it may set too early and result in a weak bond. This is known as pre-set. Follow the TDS for the suggested application temperature range and adjust accordingly.
2. Keep adhesive pots full: Remember to keep your adhesive pots full during usage. When the adhesive level gets too low, hot spots and gel formation can occur, resulting in char. If you’re manually loading them, it can be easy to forget to refill your pots. Having an automated filling system to replenish adhesive on demand and a level control system to monitor the adhesive level will ensure your pots stay full. This replenishes antioxidants in the adhesive, which fight char.
3. Turn down pot temperatures when not running: Since hot melt tanks, hoses and nozzles continuously undergo heat stress, they have the tendency to create char. Turn down the pot temperature when it’s not in use to reduce any heat degradation that can occur to both the hot melt and equipment. This will decrease the opportunity for charring to occur.
Safety Best Practices for Hot Melt Packaging Adhesive
Above we talked about the best 3 practices to efficient hot melt usage. However, it’s also important to look at some of the safety best practices. Overall, when dealing with hot melt applications, the temperatures typically range between 121oC – 204oC (250oF – 400oF). Keeping employees safe from this high heat requires a combination of wearing the appropriate personal protective equipment (PPE) and training. All hot melt adhesives have comprehensive Safety Data Sheets (SDS) available. These should be the main point of reference for all hot melt packaging adhesive line operators and maintenance personnel. The SDS documents also recommend PPE for each product, including heat resistant gloves, face shields, safety glasses, as well as heat resistant sleeves. These will protect employees from contact with molten adhesive or hot equipment while working with hot melt or around the machine.
The best practices for Your adhesive line operators to go over with their staff:
Read and Follow Guidance Documents: Read and follow the adhesive SDS documents and equipment directions before starting application. These guidance documents will outline operating conditions for the adhesive and setup/maintenance of equipment. The documents also contain helpful tips on safety precautions.
Stay Focused: Accidents can occur when hot melt packaging adhesive operators lose focus. Stay alert and focused when filling the hot melt tanks or checking nozzles on the production line. This will reduce the likelihood of getting burned.
Wear the Proper Equipment: The appropriate protective gear is advised when working with molten hot melt adhesive. All operators should wear safety glasses or goggles. Leather or other heat-resistant gloves prevent burns.
Keeping Adhesive Equipment Efficient
An important part of safety is keeping the equipment well maintained and the production area clear of debris and melted adhesive. Each equipment manufacturer has best practices to keep the machinery working efficiently. If the equipment is used incorrectly or not maintained, the hot melt packaging adhesive can be impacted. If preventive maintenance is not performed regularly on the hot melt equipment, the adhesive can char. This burnt adhesive that clings to the slide of the hot melt tank can impact the efficiency of the equipment causing clogged filters and nozzles. Some common best practices for hot melt packaging adhesive equipment include:
Daily Hot Melt Equipment Checks: This inspection identifies any visible failure points. The hot melt tank should be free of debris, cracks or other damage. Preventing faulty equipment avoids accidents.
Use the Right Temperature: Set the hot melt tank temperature based on the operating guide for the hot melt packaging adhesive being used. This assures the adhesive will perform as expected and operators are protected. Using adhesive at a consistent temperature reduces the likelihood of pop opens and other bonding issues.
Implement Setback or Standby Mode: Implementing a consistent setback plan makes it easier and less costly to prevent char and assure burnt hot melt adhesive does not infiltrate the production line. Set back mode keeps operators safe by reducing exposure to high temperature equipment as setback mode will lower the overall temperature. Implementing setback mode into daily maintenance can improve the uptime of a manufacturing line.
Keep Work Area and Equipment Clean: Routine equipment maintenance, in addition to the daily equipment check, can prevent unnecessary downtime. Equipment manufacturers provide recommendations for regular maintenance on their systems. Broken tank lids, cracked hoses or clogged nozzles will impact the packaging line. Keeping the equipment and work area clean and well-maintained can prevent an avoidable accident.
If your adhesive equipment is still not functioning properly, and you’re not getting the desired output please reach out to us at BC Adhesives, we are happy to take a look at your equipment to resolve any issue you may have.
We are here to share with you the best uses for your MMA adhesives. At BC Adhesives, we offer industry leading Methyl methacrylate (MMA) adhesives. It’s important to know that MMA adhesives have a different cure mechanism than other two component reactive adhesives. The ratio of resin to hardener can vary from 100:3 to 1:1. MMA adhesives are typically less sensitive to variations in mix ratio and variations in the degree of mixing. The cure profile of MMA adhesives can be adjusted more readily than other types of two component adhesives. This allows formulation of adhesives that have a slower reaction rate immediately after mixing to allow more time for adhesive application and assembly of parts (longer work life). After a short period of time (induction period), the rate of reaction increases to provide more rapid strength build-up. This reduces the time components need to be fixtured before bonded assemblies can be processed further.
The Best Temperature’s For MMA’S
Un-modified MMA adhesives cure to hard, brittle films. Most MMA adhesives are formulated with modifiers to provide tough bond lines that resist peel and cleavage stresses as well as impact. Increasing the curing temperature accelerates the process but the final strength is adversely affected. MMA adhesives cure as thermoplastics. They can withstand temperatures between -60oF (-50°C) and ca. 200oF (95°C). MMA adhesives possess good bonding properties to many different plastic surfaces and are relatively insensitive to surfaces that contain a certain amount of oil/grease.
Components of MMA’S
An interesting feature is the differing processing conditions used for MMA adhesives. Besides the techniques normally used for two component adhesives (adhesive application using twin cartridges, direct addition of the hardener to resin), the two components of a MMA adhesive can each be applied separately to one of the substrates. The actual curing reaction then only takes place in the bonded joint after bringing the substrates together. This process avoids having to mix difficult mixing ratios (for example, resin:hardener 100:3) and allows use of fast curing adhesives that would have too short a worklife if the resin and hardener were mixed before application.
Need Help With Your Equipment Regarding MMA Adhesives?
To learn more about the best uses for MMA adhesives or interested in discussing which adhesives are best for your application, be sure to reach out to BC Adhesives to learn more.
To our valued customers, I would like to take this opportunity to thank you for your continued business during these unprecedented times. The continued partnership we have together is greatly appreciated.
We are diligently staying in contact with the manufacturers and bringing in additional inventory to keep our customers running.
We will continue to monitor the constantly changing situation. The health and safety of our employees, families, customers, and vendors is our highest priority and measures are in place to comply with the CDC guidelines. I look forward to the day, in hopefully the not too distant future, where we are once again able to come into your offices and plants to provide on-site assistance.
Our office remains open – we are here to support your business and keep your manufacturing systems operational.
Please contact us for any support or technical needs.
To our valued customers, We are Stronger Together!
The recent announcement to shelter-in-place, issued by Wisconsin Governor Evers, as well as others throughout these United States, has created challenges to business operations for many. We are doing our part to take responsibility and participate in the efforts to curb the spread of COVID-19.
Under the guidance of the U.S. Homeland Security, BC Adhesives is classified as an essential workforce to support the production and distribution of food, beverage and medical infrastructure. As such and at this time, BC Adhesives will remain open during normal business hours.
We understand that necessities such as food and medicine are vital at a time like this. The recent demands will require plants to provide packaging quickly and efficiently. Our manufacturers have informed us that they are seeing no disruption in raw materials. We just ask that you order adhesives based on your needs, not based on building up your inventory for 3-6 months. We will continue to supply materials to you in a timely fashion as well as provide technical and field support should the need arise.
Our office remains open – we are here to support your business and keep your manufacturing systems operational.
We will continue to monitor the constantly changing situation. The health and safety of our employees, families, customers, and vendors is our highest priority and measures in compliance with CDC guidelines are in place to ensure this.
Please contact us for any support or technical needs.